Modelbouw
Modellen en kernkasten
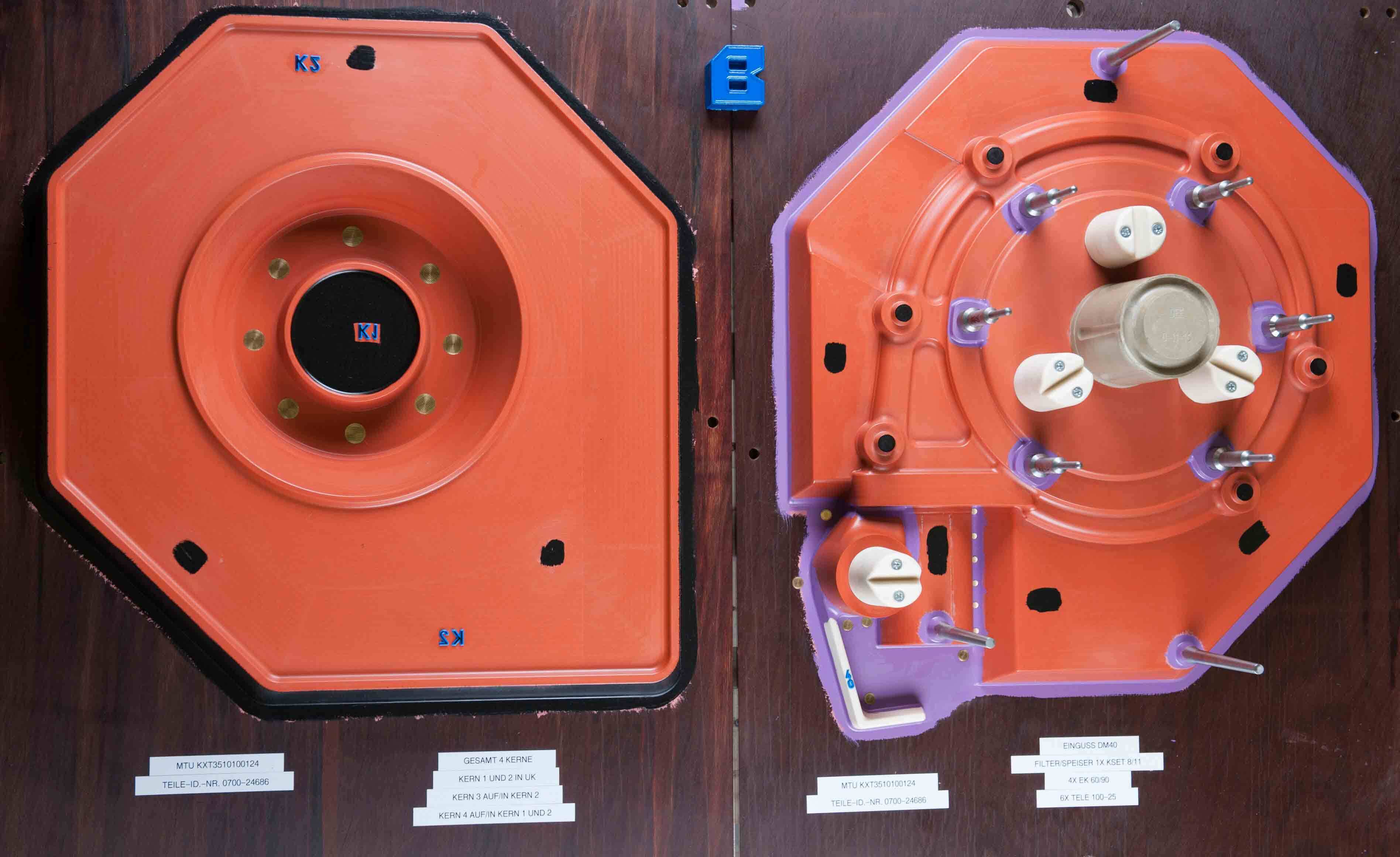
We hebben gietvormen, modellen en kernkasten nodig (om de holle ruimtes door zandkernen weer te geven). Aan de hand van constructietekeningen en/of gegevensbestanden van de klant wordt de mogelijke krimp berekend, waarbij de lengte- en dwarscontractie doorgaans verschillend zijn en elkaar bovendien nog eens in de weg zitten. Een probleem dat vooral ervaring vereist – zowel bij de simulatie als later bij de praktische uitvoering. Zelfs de geplande giet temperatuur heeft hier invloed op.


Modelbouw is een wetenschap op zich
Modelbouw is een wetenschap op zich. In principe werkt het voor alle sectoren en materialen. Ondanks alle rekenkundige ondersteuning blijft de ervaring van een goed op elkaar ingespeeld team, dat door jarenlange ervaring de kleine details van de eigen installatietechniek kent, een essentiële succesfactor. Daarom zetten we bij Brechmann-Guss in op beide: de afdeling productietechniek gebruikt CAD-software voor het ontwerpen van gietstukken en het bouwen van modellen, en de modelbouwafdeling met 148 jaar ervaring zet alle overwegingen in de praktijk om.
Wij hebben ook voor u het juiste materiaal voor modelbouw
Bij dit alles zijn het materiaal en de benodigde inspanning ook afhankelijk van het door de klant opgegeven totale aantal stuks. Afhankelijk van de benodigde en overeengekomen levensduur zijn er verschillende modelbouwmaterialen beschikbaar – van “licht” modelbouwkunststof tot “zwaar” metalen model van aluminium of zelfs ijzer. Het cruciale punt zit hem weer in de details: er zijn gemakkelijk te bewerken kunststofkwaliteiten die de modelbouwkosten aanzienlijk verlagen. Maar niet alleen met een frees en een vijl verandert dit voordelige materiaal zijn geometrie, ook het vormzand dat bij de productie wordt gebruikt, slijpt het model met enkele afdrukken uit de doelgeometrie. Menig klant die voor een zogenaamd voordelig model van een concurrent heeft gekozen, wreef zich na 1000 afdrukken verbaasd in de ogen toen de eerste modelvernieuwing van de goedkope aanbieder aan de orde was. Niet alleen is er geen leveringscapaciteit meer, ook het kostenvoordeel is snel opgebruikt.

Pas na deze voorafgaande overwegingen kunnen “de spaanders vliegen” – of dat nu op een 3D-CNC-freesmachine is, wat inmiddels standaard is bij Brechmann-Guss, of in het latere proces, eventueel na een proefgieting, het licht schuren in fracties van millimeters om de doelcontour in het eerste monsterrapport exact te bereiken.


Wij hebben ook voor u het juiste materiaal voor modelbouw
Naast het opmaken van nieuwe of gewijzigde modellen zijn ook de voortdurende kleine en minuscule reparaties aan modellen, voedings- en aansnijsysteem, het plaatsen van extra spuitmonden, het vervangen van verstopte spuitmonden, en … en … en … en ook de uiteindelijk door veel ervaring gevormde inschatting of er gevaar bestaat voor “balenbreuk” belangrijke taken. Een korte toelichting: bij het verdichten van het zand op het model voor het maken van de verloren vorm wordt het losse vormzand tussen de vormkist en het model of ook tussen twee wanden of een holte van het model geperst, d.w.z. tussen verticale wanden – de zogenaamde vormbal. Door het terugveren (zowel het vormmateriaal als het model reageren elastisch) wordt het vormmateriaal ingeklemd. Bij het optillen van de vormkist van het model ontstaan hierdoor trekspanningen die de treksterkte van het vormmateriaal (kunnen) overschrijden. Om deze krachten te verminderen, worden de verticale vlakken van het model hellend gemaakt, de zogenaamde vormhellingen. Dit is meestal voldoende als men bovendien een belangrijke vuistregel voor vormmateriaalbalen in acht neemt: de verhouding tussen de diepte en de breedte van de baal mag niet groter zijn dan 2:1.